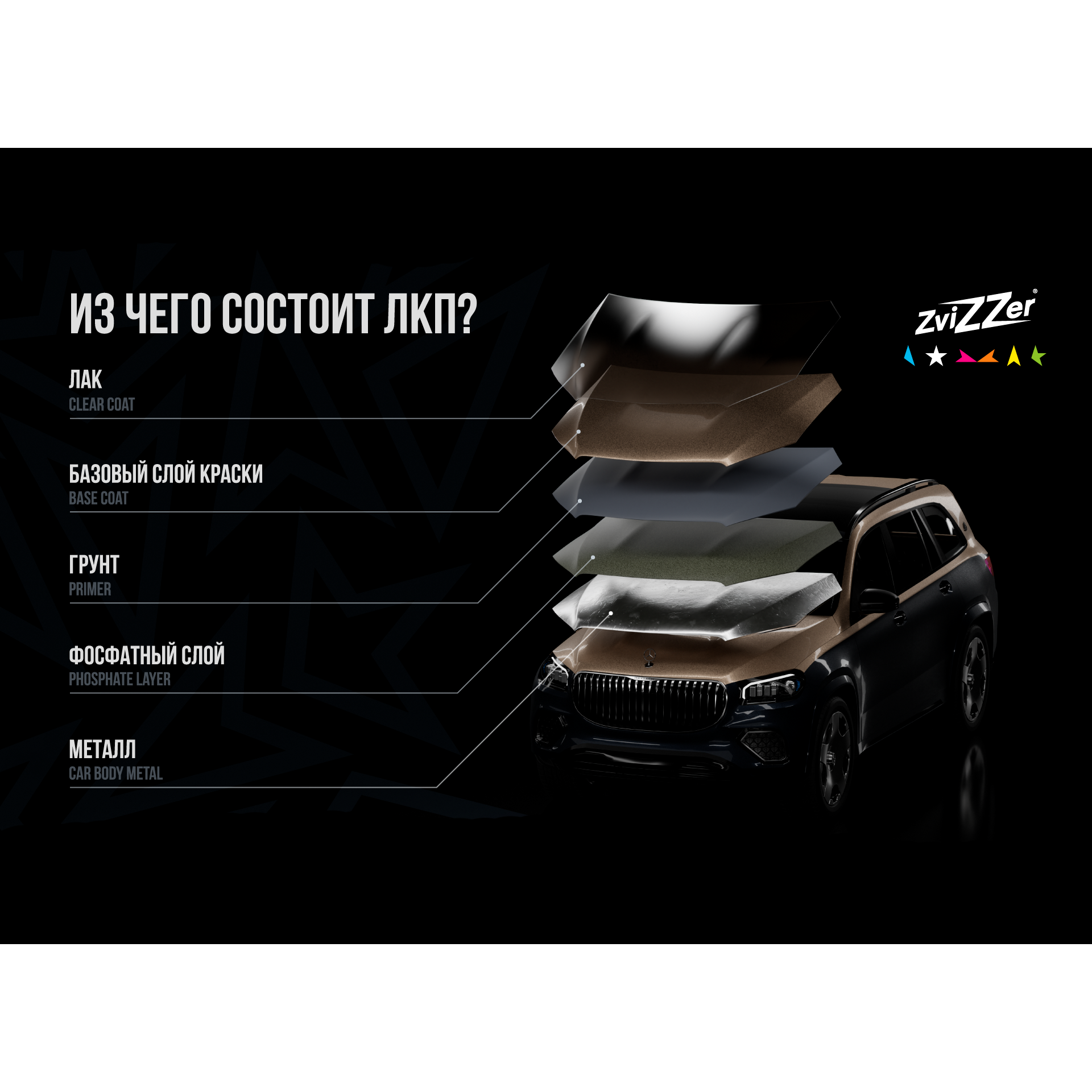
Технологический регламент финишной обработки свежеокрашенных поверхностей с применением ZviZZer
Процесс восстановления и финишной доводки лакокрасочного покрытия (ЛКП) после проведения ремонтных работ представляет собой сложную инженерную задачу, находящуюся на стыке химической технологии полимеров и прикладной механики абразивного воздействия. В современных малярно-кузовных цехах и детейлинг-центрах качество конечного результата напрямую зависит от понимания мастером процессов, происходящих внутри лакового слоя в период его стабилизации. Использование передовых систем, таких как ZviZZer, позволяет стандартизировать эти процессы, минимизировать риски повреждений и обеспечить стабильность блеска в долгосрочной перспективе.
Фундаментальные основы кинетики полимеризации и состояние «сырого» лака
Современные автомобильные лаки в большинстве случаев представляют собой двухкомпонентные (2K) акрил-уретановые системы. Процесс их отверждения не ограничивается лишь испарением летучих растворителей; он включает в себя формирование сложной трехмерной полимерной сетки в результате химической реакции между гидроксилсодержащей смолой и изоцианатным отвердителем.
Критически важным является осознание того, что полная стабилизация этого «пирога» занимает значительное время. Несмотря на то что деталь может казаться твердой на ощупь уже через несколько часов, внутри продолжаются активные молекулярные преобразования. Согласно техническим регламентам производителей и экспертным оценкам, полная полимеризация наступает в течение 30 дней при нормальных температурных условиях +15-20^С. В летний период при температуре выше +30^C этот процесс может сократиться до 21 дня, однако базовым ориентиром для профессионалов остается месячный цикл.
Состояние лака в первые 24–48 часов после сушки профессионалы называют «сырым». С точки зрения физики это вязкоупругое тело, которое уже обладает монтажной прочностью (позволяет производить сборку), но еще не достигло своей проектной твердости. В этот период лак напоминает плотный гель или глину: он пластичен и склонен к деформации под механической нагрузкой.
Этапы формирования структуры лака
Для правильного планирования работ необходимо учитывать стадии готовности покрытия, представленные в таблице ниже.
|
Стадия процесса |
Время после сушки |
Состояние материала |
Рекомендуемые действия |
|---|---|---|---|
|
Монтажная прочность |
24 часа |
Сформирована верхняя корка, внутри — остаточные растворители |
Локальное удаление дефектов, деликатная полировка |
|
Фаза активной усадки |
7–14 дней |
Интенсивное испарение летучих фракций, уплотнение смолы |
Ограниченное вмешательство, контроль блеска |
|
Стабилизация (полимеризация) |
21–30 дней |
Завершение формирования полимерных связей |
Финишная коррекция, нанесение защитных покрытий |
|
Эксплуатационная готовность |
> 30 дней |
Максимальная заявленная твердость и химическая стойкость |
Оклейка антигравийными пленками (PPF) |
Понимание этих сроков позволяет избежать наиболее частой ошибки — поспешного нанесения керамики или пленки, что блокирует выход растворителей и ведет к помутнению лака.
Анализ рисков и повреждений при работе со свежим ЛКП
Полировка свежеокрашенной детали сопряжена с рисками, которые существенно отличаются от работы по старому, полностью стабилизированному покрытию. Основная причина повреждений кроется в несоответствии агрессивности механического воздействия и текущего физического состояния материала.
Оптические и структурные дефекты
Среди ключевых повреждений, которые могут возникнуть при некорректной полировке свежего лака, выделяют:
- Потеря блеска и матовые пятна: Возникают из-за того, что мягкий лак не срезается абразивом, а «зализывается». Масла из пасты временно заполняют риску, но после мойки или обезжиривания дефект проявляется вновь.
- Снятие избыточного слоя: Из-за низкой твердости лака абразивная паста работает в разы эффективнее, чем на старом покрытии. Неопытный мастер может легко истончить слой до критических значений, лишив деталь защиты.
- Термическая деформация: Поскольку свежий лак имеет более низкую температуру стеклования, тепло от трения круга быстрее приводит его в состояние текучести.
Экспертный взгляд на «прожог» лака
В профессиональной среде термин «прожечь» часто считается некорректным. Эксперты ZviZZer указывают на то, что на свежем лаке происходит не выгорание полимера, а его термический сдвиг. Механизм этого процесса таков: при использовании роторной машинки на высоких оборотах или при работе краем круга возникает локальный перегрев. В этой точке лак становится жидким и под воздействием центробежной силы просто сдвигается в сторону, открывая слой базовой краски. Это выглядит как дыра в покрытии, но фактически это механическое перемещение разогретой массы.
Чтобы избежать подобных инцидентов, профессионалы рекомендуют работать всей плоскостью круга, не допуская точечного давления, и использовать системы с низким тепловыделением, такие как линейка Thermo от ZviZZer.
Методология дефектовки и шлифовки: Роль «жабки» и Pyramid P2500-Р3000
Удаление локальных дефектов окраски (соринок, ворсинок) — это первый этап финишной обработки. Здесь важно соблюсти баланс: убрать мусор, не создав при этом глубоких царапин, которые невозможно будет заполировать на мягком лаке.
Инструментарий и терминология
Для точечной работы маляр обычно использует абразивные «лепестки» градации P2000. Важно закрепить лепесток на специальном блоке-бочонке, чтобы обеспечить равномерное давление. Работа «пальцем» на свежем лаке категорически запрещена, так как это создает концентрированную глубокую риску, соответствующую форме подушечки пальца, которую крайне сложно вывести.
Что такое «жабка»? В широком смысле «жабка» в детейлинге и малярке — это ручной шлифовальный блок или интерфейсная подложка, имеющая эргономичную форму для удобного захвата рукой. Это не просто «брусок», а технологичный инструмент, часто имеющий мягкий слой для равномерного распределения давления абразива. В контексте систем ZviZZer, под «жабкой» часто подразумевают гибкую оправку для кругов малого диаметра (75 мм) или мягкий интерфейс, который позволяет абразиву обтекать изгибы поверхности.
Применение ZviZZer Pyramid P2500
Для того чтобы место шлифовки не «светилось» под контрольной лампой, необходимо использовать метод понижения градации абразива. После удаления соринки лепестком P2000 остается локальная матовая зона с резкими границами. Чтобы сделать переход незаметным, применяется круг ZviZZer Pyramid P2500 (арт. ZV-SS0150P2500), или P3000 (арт. ZV-SS0150P3000).
Технология Pyramid основана на использовании абразива, нанесенного на вспененную полиуретановую основу. Это обеспечивает следующие преимущества:
- Демпфирование: Вспененная основа поглощает лишнее давление, предотвращая «пропиливание» лака.
- Равномерность: Тысячи микропирамид на поверхности диска создают однородную, предсказуемую риску.
- Эстетика перехода: Обработка кругом Pyramid захватывает большую область вокруг дефекта, плавно «растушевывая» риску и подготавливая поверхность к легкой полировке.
Использование кругов Pyramid на шлифовальной машинке с ходом эксцентрика 2,5 мм и обязательным увлажнением (мокрой шлифовкой) является технически верным и наиболее безопасным методом для свежих лаков. Перед работой рекомендуется замочить круг в воде на 30–60 секунд, чтобы полиуретан стал максимально эластичным.
Технологичный финиш в один шаг: Система ZviZZer Professional Thermo
Главный вызов при полировке мягкого лака — это достижение зеркального блеска без образования голограмм и перегрева поверхности. На обычном поролоне абразивные пасты часто «вязнут», а сами круги теряют форму от нагрева, что делает процесс нестабильным.
Связка Thermo Pad White + OS3000
Для решения этой задачи ZviZZer предлагает инновационную связку: Thermo Pad MEDIUM HARD (белый, арт. ZV-TP00014020WE) и пасту OS3000 (арт. ZV-BS00075010OS).
Характеристики этой системы оптимальны для свежих покрытий:
- Thermo Pad White (Белый): Это не просто поролон, а термостабильный полимер с открытоячеистой структурой. Его жесткость составляет 14–16 kPa. Высокая плотность круга критически важна для свежего лака: она позволяет «прожать» абразив и заставить его резать лак, а не проваливаться в него, как это происходит на мягких кругах.
- Паста OS3000 One Step: Среднеабразивный состав, частицы которого в процессе работы разрушаются (дифференцируются), переходя от этапа агрессивного реза (удаление риски P3000) к фазе финишного блеска.
Рабочие параметры системы
Применение данной связки позволяет мастеру за один проход убрать следы шлифовки Pyramid P2500 или Р3000 и получить финишный результат. Важно соблюдать технологию работы с роторной машинкой:
- Начало: 600–800 об/мин для распределения пасты.
- Основной цикл: 1000–1200 об/мин при медленном ведении машинки.
- Завершение: Снижение оборотов до 600–800 для окончательного блеска.
Процесс считается завершенным, когда белесый состав пасты на поверхности превращается в прозрачный маслянистый крем. Это сигнал о том, что абразив полностью отработал свой цикл.
|
Параметр |
Значение для OS3000 + White Pad |
|---|---|
|
Тип абразива |
Саморазрушающийся (Diminishing) |
|
Жесткость круга (kPa) |
16 (Medium Hard) |
|
Температурная стабильность |
Высокая (до 80^C} без потери формы) |
|
Степень блеска (Gloss) |
9.0 / 10 |
|
Режущая способность (Cut) |
6.0 / 10 |
Данная связка является абсолютно рабочей и считается «золотым стандартом» ZviZZer для свежеокрашенных деталей.
Проблема «леопардовых пятен» и белесых ореолов
Одним из самых неприятных моментов в работе со свежим лаком является появление дефектов через несколько дней после выдачи автомобиля. Это могут быть матовые пятна, ореолы в местах точечной шлифовки или так называемые «леопардовые пятна».
Причины возникновения дефектов
Основная причина — не до конца выполированная риска, маскированная маслами. Масла, содержащиеся в любой пасте, обладают высокой преломляющей способностью. Они заполняют микроцарапины от наждачной бумаги, делая их невидимыми для глаза. Однако, когда растворители и масла испаряются или вымываются на первой мойке, «барашки» и направленная риска проявляются снова.
Вторая причина — перегрев лака. Если мастер «поджарил» лак на высоких оборотах, его структура может локально измениться (помутнеть). Это и создает эффект белесых пятен.
Как гарантировать результат?
Мастера-перфекционисты используют следующие приемы для предотвращения подобных ситуаций:
- Контрольное обезжиривание: После полировки необходимо тщательно очистить деталь специальным составом (например, ZviZZer Clean Top (арт. ZV-CT000250P) или изопропиловым спиртом. Это удалит все маскирующие масла и покажет реальную картину.
- Постепенное понижение абразивности: Нельзя переходить от грубого лепестка P2000 сразу к полировке. Использование Pyramid P2500/Р3000 — это обязательный «буферный» этап, который делает риску мелкой и хаотичной, что исключает ее «проявление» в будущем.
- Температурный контроль: Использование термометров или просто контроль рукой — поверхность не должна быть горячей (выше 45^C). Системы Thermo Pads эффективно отводят тепло, минимизируя этот риск.
Физика усадки: Почему лак может «просесть»?
Вопрос о том, может ли лак «просесть» или «поплыть», является одним из самых часто задаваемых. Ответ — да, это естественный физический процесс, который неизбежен для любого ремонтного покрытия.
Терминология и механизмы
- Усадка (Shrinkage): Процесс уменьшения объема лакового слоя по мере выхода остаточных растворителей. Лак становится тоньше и плотнее.
- Проседание (Sinking/Die-back): Это визуальное проявление усадки. Когда лак усаживается, он начинает «обтягивать» микрорельеф поверхности под ним. Если деталь была плохо подготовлена (грубая риска на грунте или шпаклевке), после усадки лака вся эта «лесенка» станет видна на поверхности.
- Шагрень (Orange Peel): Свежеокрашенный лак всегда немного разбухший. Даже если вы отшлифовали его в идеальное «зеркало» на следующий день после покраски, через месяц он усядется на 2-5%, и шагрень (микронеровности) может проявиться снова. Это нормально.
|
Термин |
Значение |
Причина |
|---|---|---|
|
Усадка |
Уменьшение толщины слоя |
Испарение растворителей |
|
Просадка |
Видимая риска под лаком |
Плохая подготовка нижних слоев |
|
Поплыть |
Потеря четкости отражения |
Перегрев при полировке или избыточный слой |
|
Сдвиг |
Физическое смещение массы |
Грубое нарушение техники роторной полировки |
Практический пример для клиента
Представьте себе лак как кисель, который сверху покрылся тонкой корочкой. Вы можете разгладить эту корочку до идеального состояния. Но по мере того как влага из киселя будет уходить, он будет подсыхать и сжиматься. В итоге на поверхности могут появиться небольшие неровности, повторяющие форму дна тарелки. То же самое происходит с автомобилем. Именно поэтому детейлеры рекомендуют делать финальную «выставочную» полировку только через месяц после окраски.
Выводы и рекомендации для специалистов
Работа с продуктами ZviZZer на свежеокрашенных поверхностях — это путь к профессиональному результату, который не потребует переделок. Использование системного подхода позволяет не просто «навести блеск», а создать стабильное, долговечное покрытие.
- Шлифовка: Всегда используйте интерфейсные подложки или мягкие круги Pyramid для финиширования перед полировкой. Это залог того, что границы ремонта не «вылезут» позже.
- Связка: Предложенная комбинация OS3000 + White Thermo Pad является эталонной по эффективности и безопасности. Она прощает многие ошибки новичков благодаря термостабильности поролона.
- Контроль: Никогда не отдавайте машину клиенту без проверки обезжиривателем. Только чистая поверхность без масел пасты гарантирует отсутствие «леопардовых пятен».
- Время: Информируйте клиентов о том, что полная защита (керамика или пленка) возможна только через 30 дней. Это подчеркивает ваш экспертный статус и заботу о долговечности ремонта.
Использование технологического цикла ZviZZer превращает непредсказуемый процесс полировки «сырого» лака в четкую, контролируемую процедуру, результатом которой является глубокий, зеркальный блеск, сохраняющийся на долгие годы.
_69b96731ad6c0.png)
_69493fae27a30.jpg)

_6932d2d55bcfe.png)
